Это уже третий пост.
Производство в России, г. Камышин. Бренд КЗСМИ.
Предыстория по техпроцессу.
Пост №1 ПРОИЗВОДСТВО ГАЕЧНЫХ КЛЮЧЕЙ В GIF-ках #1
Пост №2 ПРОИЗВОДСТВО ГАЕЧНЫХ КЛЮЧЕЙ В GIF-ках #2
Это заключительный пост, сегодня уже наконец-то добьем наш ключ.
И так, цепочка процесса:
Поставка металла – подготовка производства – рубка на заготовки – нагрев заготовки – вальцовка – штамповка – обрезка облоя – протяжка зева – галтовка – шлифовка – закалка – нанесение покрытия – сдача на склад.
Более жирный текст это уже пройденные этапы в прошлых постах, а на этот раз нам нужно привести ключ в порядок и отправить на склад.
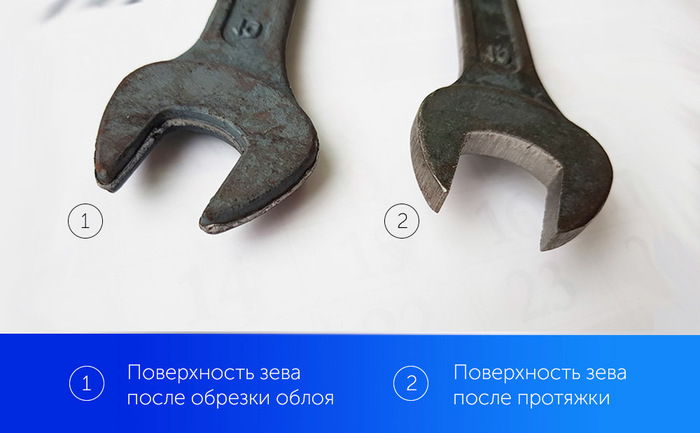
7. Формирование зева и граней инструмента
На прошлом этапе мы убрали излишки металла по внешнему контуру и теперь подошел этап, на котором необходимо сформировать грани зева в инструменте. Чтобы привести зев к исполнению в соответствии с требуемыми параметрами, удалить шов от облоя, сделать «зеркальные» точные грани гаечного ключа – необходимо использовать протяжку.
Слева ключ до обработки. Справа протяжки в разном исполнении.
Как вы уже поняли протяжка не связанна с протягиванием чего-то или растягиванием, это операция по формированию внутреннего зева с помощью высокопроизводительного многолезвийного режущего инструмента.
p/s многие слова записаны со слов технологов и могут звучать очень научно, но зато потом в гифках все становится понятно.
Протяжной инструмент имеет форму стержней разной длины или полос, выполненных из закаленной, инструментальной быстрорежущей стали и снабженных определенным количеством поперечных зубьев. Физически гаечный ключ фиксируют в необходимом положении и протяжным инструментом срезают металл зева до идеального состояния.
На GIF ниже собственно сам процесс.
Процесс идентичен для разных типов ключей, КГД (Рожковые ключи) или КГК (Комбинированные) или другие, различается сам протяжной инструмент.
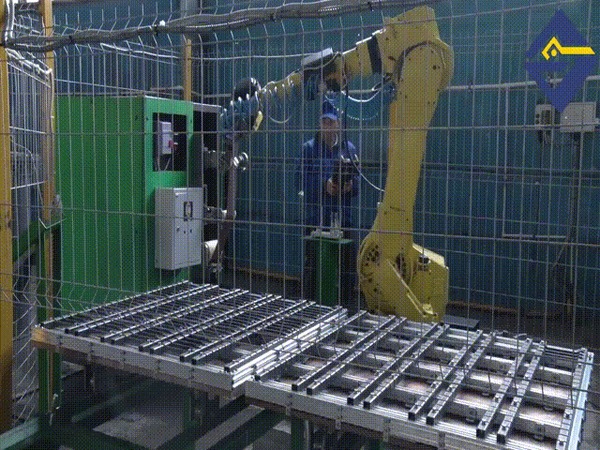
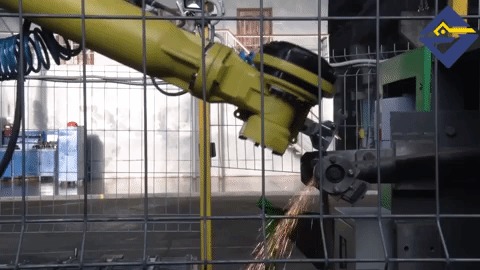
Протяжкой мы формируем внутреннею поверхность зева, но в рамках работы с поверхностью заготовки остался внешний шов, операции зачистки поверхностей, с ними мы работаем с помощью роботизированного комплекса. Ключ аккуратно шлифуется и передается дальше.
Этого друга мы уже встречали в одном из прошлых постов) Вы ещё говорите че так не автоматизированно всё, почему ключики сами не бегают по заводу) Вот.
Кстати, решили его продать, кому нужен, пишите. Не битый, не крашенный.
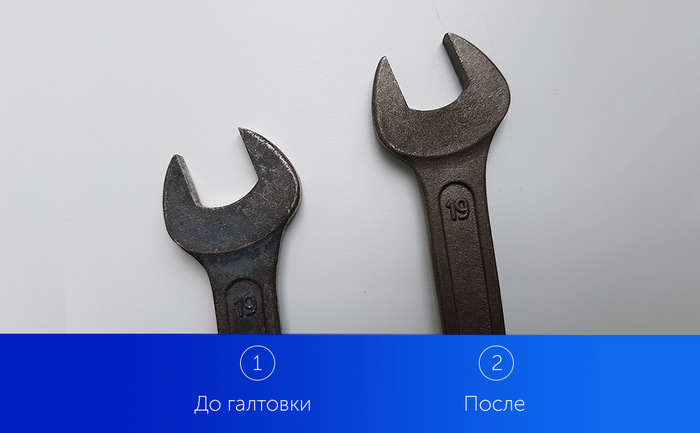
8. Галтовка
Один из методов обработки металлических деталей и заготовок, предусматривающий очистку поверхности от коррозии, царапин, загрязнений и заусенцев. Конечный результат галтовки похож на эффект от полирования, многое зависит конечно от наполнителя, технологии. Зеркалом в общем не становятся.
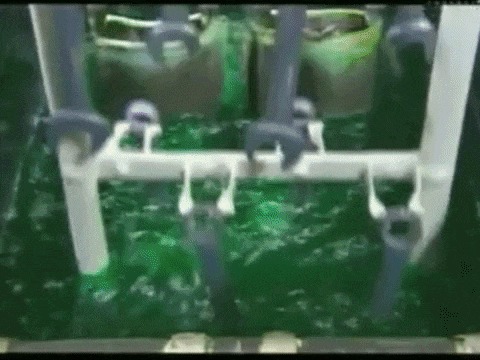
Технология проведения операции предельно проста.
Заготовку помещают внутрь емкости (барабана) с наполнителем – абразивным материалом (представляющим собой частички корунда, наждака, песок или иные подобные материалы) и водой (либо хим. состав), используемой для улучшения качества обработки, и подвергают воздействию вращения или вибрации. При вращении барабана или центрифуги во время галтовочной операции абразив естественным образом трется о поверхность металлических деталей и соскабливает тонкий слой покрытия, невидимый невооруженным глазом. Так как это трение происходит постоянно, толщина металла снимается, а вместе с ним и все дефекты.
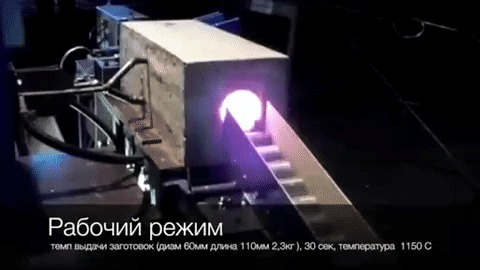
9. Закалка
Стоит ли говорить, что от закалки зависит как долго и верно будет служить инструмент?
В комментариях к первому посту были моменты, что народ не различает нагрев заготовки для штамповки и собственно сам процесс закалки. Разница то простая.
Нагрев заготовки – что бы под действием штампов металл можно было деформировать.
А закалка (термическая обработка) в нашем случае, чтобы потом нельзя было деформировать. Не погнулся, но и не сломался из-за хрупкости.
Термическая обработка состоит из нескольких процессов.
Её основа – это процесс тепловой обработки, сущность которой заключается в нагреве и охлаждении изделий, в результате чего происходят изменения структуры, механических и физических свойств материала, без изменения химического состава.
9.2 Закалка – нагрев стали до определенной температуры, выдержка при этой температуре, с последующим охлаждением. В результате повышается твердость, прочность, износостойкость, а пластичность снижается.
9.3 Отпуск – процесс термической обработки, при котором закаленная сталь нагревается до определенной температуры, выдерживается при этой температуре и затем охлаждается. Отпуск уменьшает или устраняет внутренние напряжения, повышает вязкость и пластичность, снижает твердость и улучшает структуру металла.
На заводе КЗСМИ термообработка осуществляется на агрегате СКЗА-8-40-1/9. Показывать его нельзя, он доработанный нашими технарями, что бы корректно работали в нужном диапазоне температурные режимы. Кто в теме понимает какой гемор с закалкой. Чуть не туда сюда и уже не попали..
Кстати, насчет попали. Мы в нашем каталоге, указываем на каждую позицию, твердость которую обеспечиваем по ТУ. И именно в неё нужно попадать термистам на своём участке. Не у одного другого производителя в каталогах такой информации нету, и понять на что они ориентируются можно только опытным путем сломав ключ на испытаниях.
10. Нанесение покрытия
Мы используем несколько видов покрытий
10.1 Защитно-декоративные. Данные покрытия предназначены для защиты покрываемого металла от коррозии и придания его поверхности декоративного вида. Из этой группы покрытий на заводе используется цинковое с бесцветным хроматированием (Ц15хр.бцв. по ГОСТ 9306-85).
10.2. Защитные. Наносятся для защиты покрываемого металла от коррозии). К ним относится холодное химическое оксидирование (хим.окс.прп. по ГОСТ 9306-85).
10.3. Декоративные. Применяются для придания поверхности покрываемого металла декоративного вида). На КЗСМИ к таким покрытиям относится медное (М30-50 хим.пас.прп. по ТУ 3926-045-53581936-2016). Это не искробезопасный инструмент не в коей мере, иногда их путают, потому что некоторые компании любят обманывать людей и делают подложные документы.
Гальванические покрытия (цинковое и медное) наносятся методом получения восстановления ионов металлов на катоде - отрицательном электроде из электролита под действием электрического тока.
Если проще, то на гифке ниже.
11. Сдача продукции с производства на склад.
Собственно готовая продукцию попадает на склад, зайти поснимать возможности нет, введены антиковидмеры, поэтому многие элементы этого поста пришлось собирать по крупицам с интернета(
Спасибо кто дочитал) Писать чуть понравилось, поэтому решил не бросать благое дело, мб кому то поможет разобраться в этом. В комментах оставил пасхалку о чем следующий пост будет)
Любые интересующие вопросы о заводе задавайте, постараюсь ответить.